
{kind=link}
HF (Excessive-Frequency) welding is a really efficient high-speed welding course of used extensively in steel tube and pipe manufacturing. Whereas it’s properly suited to excessive quantity, large-to-small diameter variations of primarily thicker walled tubing, it’s nonetheless a course of with plenty of variations that each one should be managed correctly for the absolute best welding course of to happen.
As the 2 strip edges come collectively and transfer by means of the induction coil previous to welding, measuring the temperature within the neighborhood of the “V” can present fabricators with a wealth of details about how properly the tube is being shaped and the precision and total stability of the welding course of.
For instance, measuring the temperature profile alongside every strip edge (A, proven under) of the tube main as much as the Apex can present a sign of how properly every strip edge is heating as much as the purpose of becoming a member of.
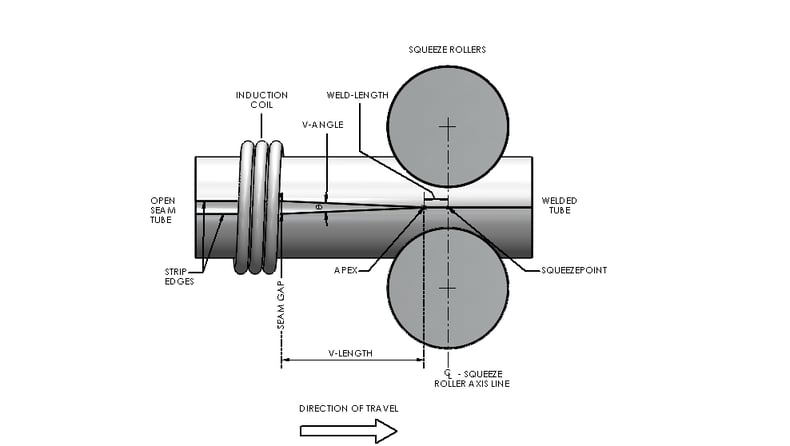
Fig. 1: The “V” on an HF Tube Mill and its Associated Options (Xiris) |
Heating up the tube too shortly or too sluggishly may create potential weld defects comparable to freeze line, sunken welds or trigger extra materials to be squeezed out throughout welding. Measuring the temperature profile throughout the tube (B) from one strip edge to a different can decide instantaneous heating ranges after the tube passes by means of the weld coil.
Evaluation of those temperature profiles can indicate how constant each strip edges are being warmthed.
Temperature differentials from one strip edge to the opposite could be attributable to impeder points or the best way the working HF inductor coil was arrange. Monitoring these temperatures could be helpful to point out potential welding defects comparable to mismatch or undercut.
As soon as the tube strip edges come collectively, measuring the temperature cooling price from the Apex to the SqueezePoint alongside the Weld Size (C) can be fairly helpful.
On this area, there is no such thing as a additional heating that happens as a result of there is no such thing as a inductive present flowing, so the warmth dissipates quickly due to the excessive temperature gradient between the strip edges and the remainder of the tube. If the tube weld cools too shortly on this zone, the weld might not type correctly when stress from the rollers is utilized.
Measuring varied spot temperatures after the Apex will also be helpful. By detecting and measuring the weld scorching spot, or the utmost temperature on the weld bead after the Apex (D), fabricators can get an instantaneous indication of how constant the heating of the strip edges is previous to welding.
Typically, the utmost temperature level could be noticed transferring ahead and aft because the stress modifications on the weld seam throughout common tube manufacturing.
Wanting on the temperature profile throughout the tube close to the squeeze rollers (E) can point out the place the height temperature is positioned throughout the weld. The height temperature normally happens on the heart of the weld bead.
Nevertheless, its precise location can point out if the weld seam is transferring in any respect because of tube twisting (tube rolling). As well as, the height temperature at this level can even point out the well being of the weld by measuring the completed weld bead temperature at some extent simply after the weld bead has been
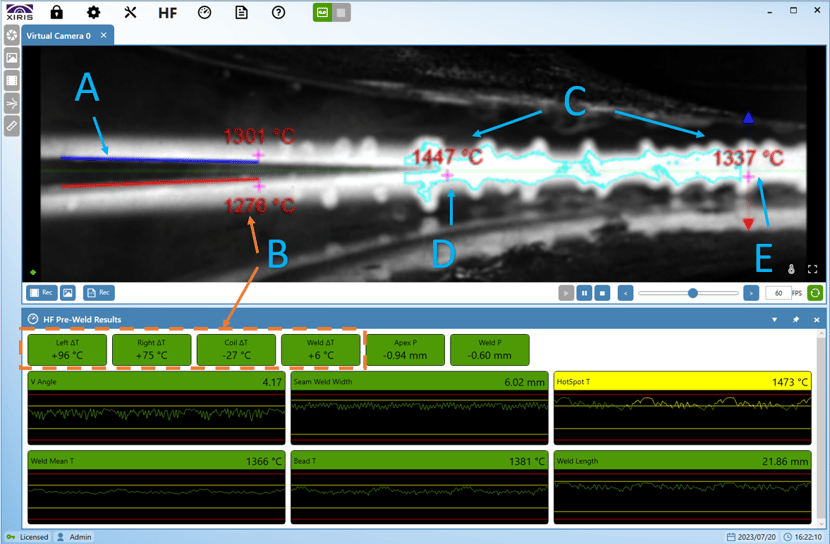
Determine 2: Fig 2: Thermal Picture Exhibiting V-Angle, Apex, Scorching Spot and Different “V” Options with Advisable Temperature Measurement Factors (Xiris) |
Abstract
Implementing a thermal measurement system on a tube mill can present new types of data that may be of nice use to the producer. Xiris has developed the Pre-Weld HF Inspection system utilizing a SWIR thermal digital camera in a strong housing that is ready to stand up to the tough atmosphere within the neighborhood of the weld head. Utilizing such a software will enable fabricators to amass thermal knowledge that may assist them higher management their welding course of main to higher high quality welds.
To be taught extra about HF Pre-Weld Inspection System™, request a replica of the datasheet right here or contact certainly one of our product specialists.
